Silicone purge dam discs for pipe welding, designed for DIY fabrication and full customization with your own logo.
A new of large-diameter purge dam equipment from Ø100+ for professional in purging root welding applications.
If you are new to this project, start reading here — with us, you can produce your own pre-form purge dam equipment, create branded purge solutions and stand out on site with a truly professional approach.
We have finished developing a new series of purge dam discs from Pipeweld.ee — now available from Ø100 mm to Ø500 mm and above. At your request we can create even larger single-ended inflatable purge dam systems. These purge discs fit standard pipe blocking applications as well as any purge gas system where a tight and reliable internal gas seal is required.
Previous purge dam versions required a closed mold, meaning silicone had to be injected under pressure. Even after vacuuming, trapped air remained inside, creating defects in the weld purge equipment.
The new design is an open pre-form mold (dish-type). This greatly simplifies the purge dam manufacturing process because:
casting becomes easier;
the process is cleaner;
final part quality increases;
no adhesive injection or vacuum chamber required;
oxygen contamination is reduced due to fewer casting defects.
purge dam mold, pipe purging mold, silicone mold, purge gas system, TIG welding, weld root protection, purge dam equipment, pipe weld purge tools
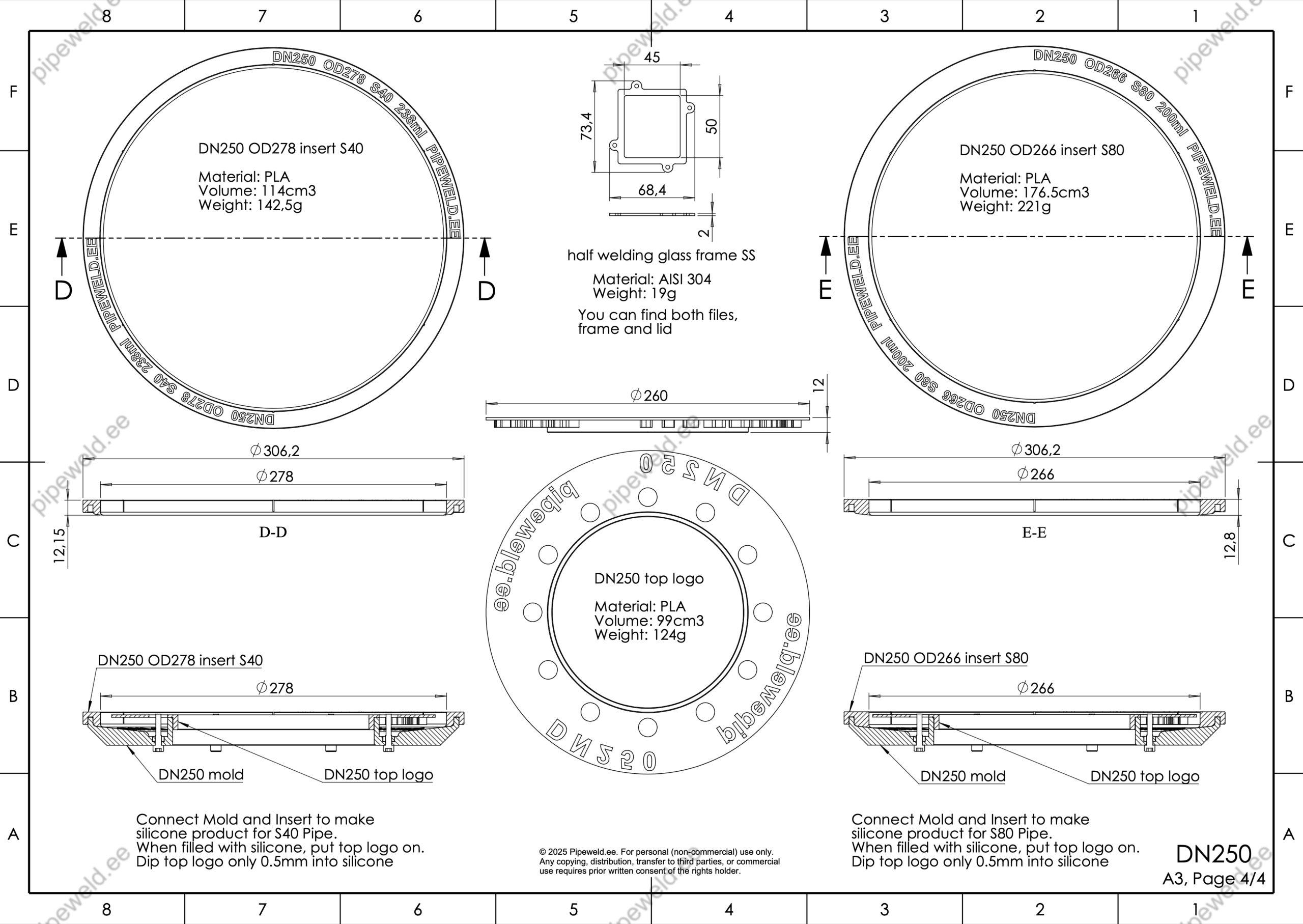
We accounted for different pipe wall thicknesses from S10–S80. Each base mold accepts special rings sized for each pipe diameter and wall thickness. Every ring is marked with its corresponding pipe size (S-rating) for professional welders and purge monitors.
3. Repairable Design
If a purge dam accidentally melts or burns, there is no need to discard it or pay some extra expense.
The product now consists of two silicone parts, and only the damaged section needs replacement. You may also cut out the damaged area, reinstall the part into the mold and refill silicone only into the defective zone — saving up to 90% of material.
4. Multiple Silicone Hardness Options Reduce Final Cost
We use Shore A 35 silicone for optimal ine purging seal performance. If you only have ShA 15, you can still produce purge dams by casting them twice as thick, reaching an equivalent hardness of ~ShA 30.
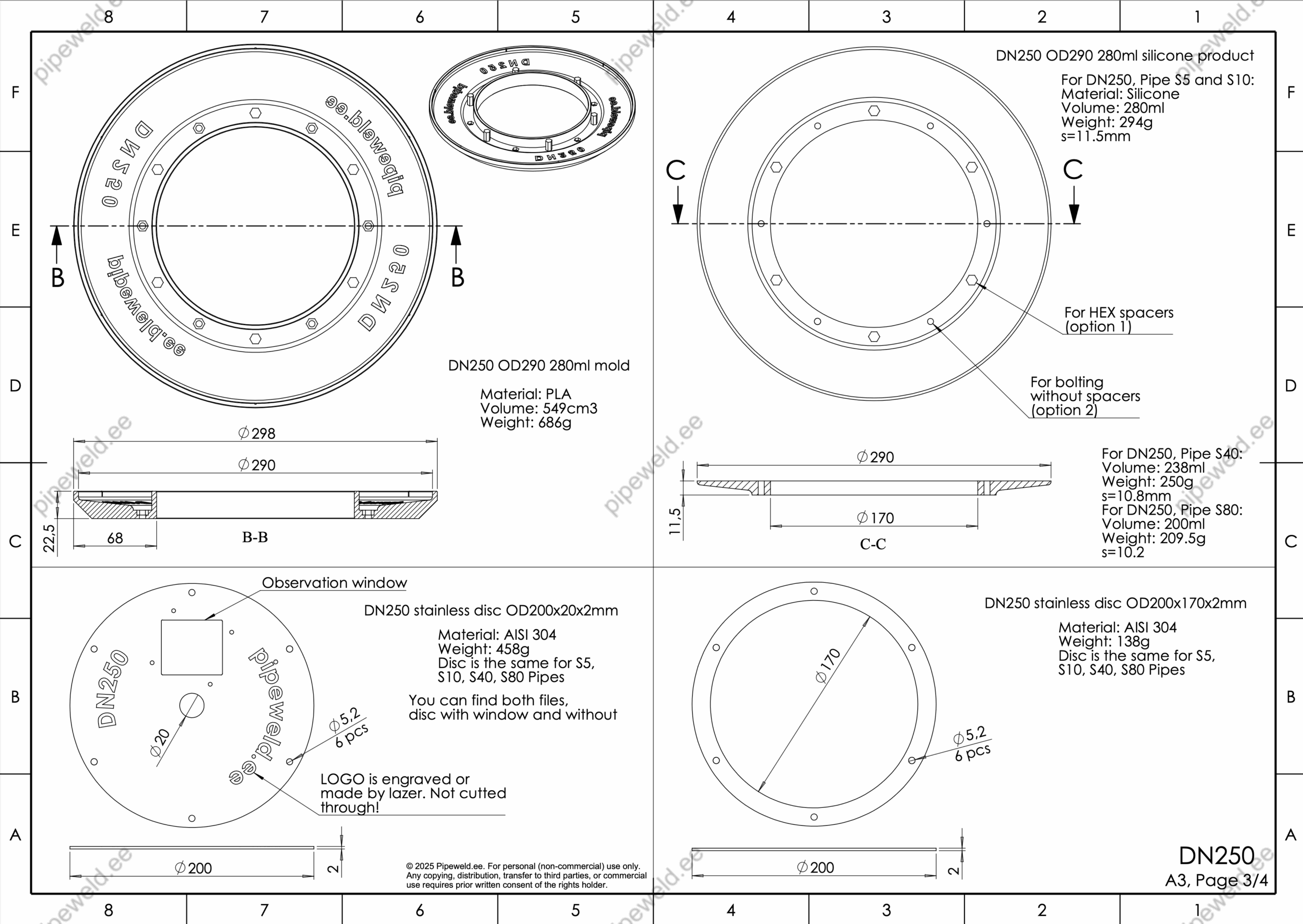
All molds include a marked silicone fill line designed specifically for ShA 35.
5. Printable on Any Standard 3D Printer
Even Ø500 mm purge dam molds can be printed on typical desktop printers. The mold consists of several interlocking parts, which assemble into a full purge dam pre-form without special tools.
What’s Included in the Pipe Purging File Package
For every diameter you receive:
3D model of the purge dam mold
3D models of interchangeable rings (S40–S80)
3D model of your logo (if branding is ordered)
PDF technical drawing with material specifications
Best Drill bit sharpener and Tig tungsten sharpener
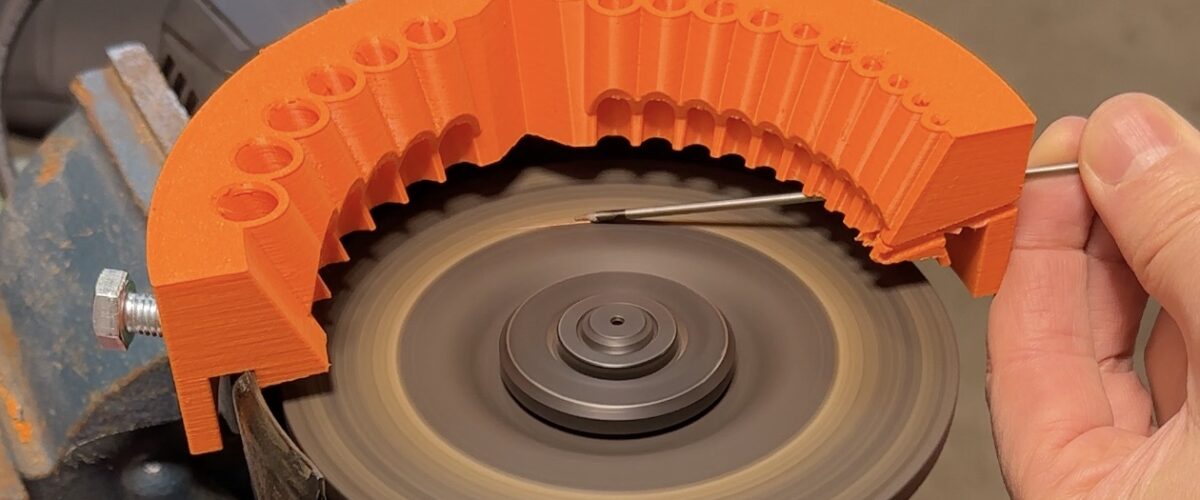
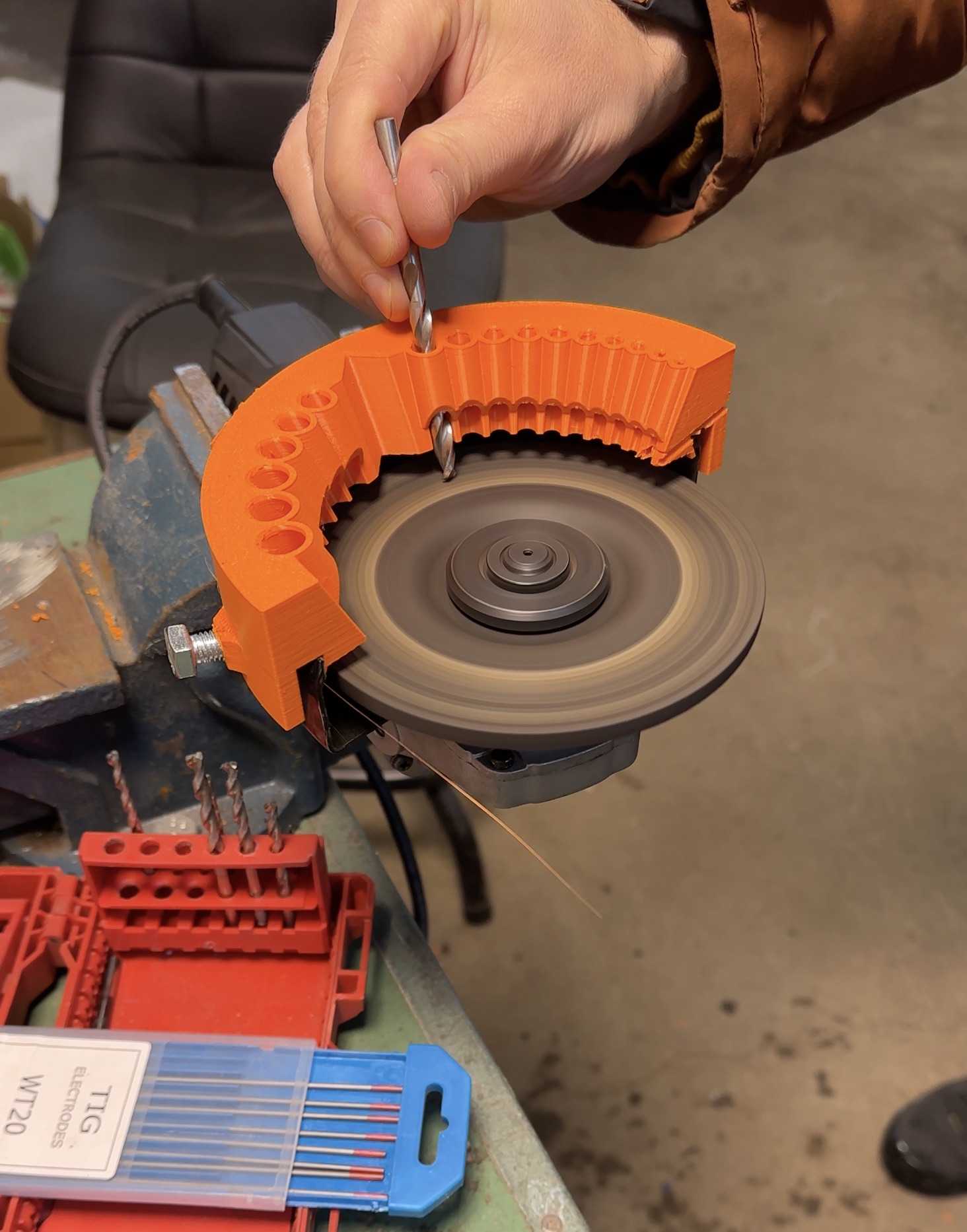
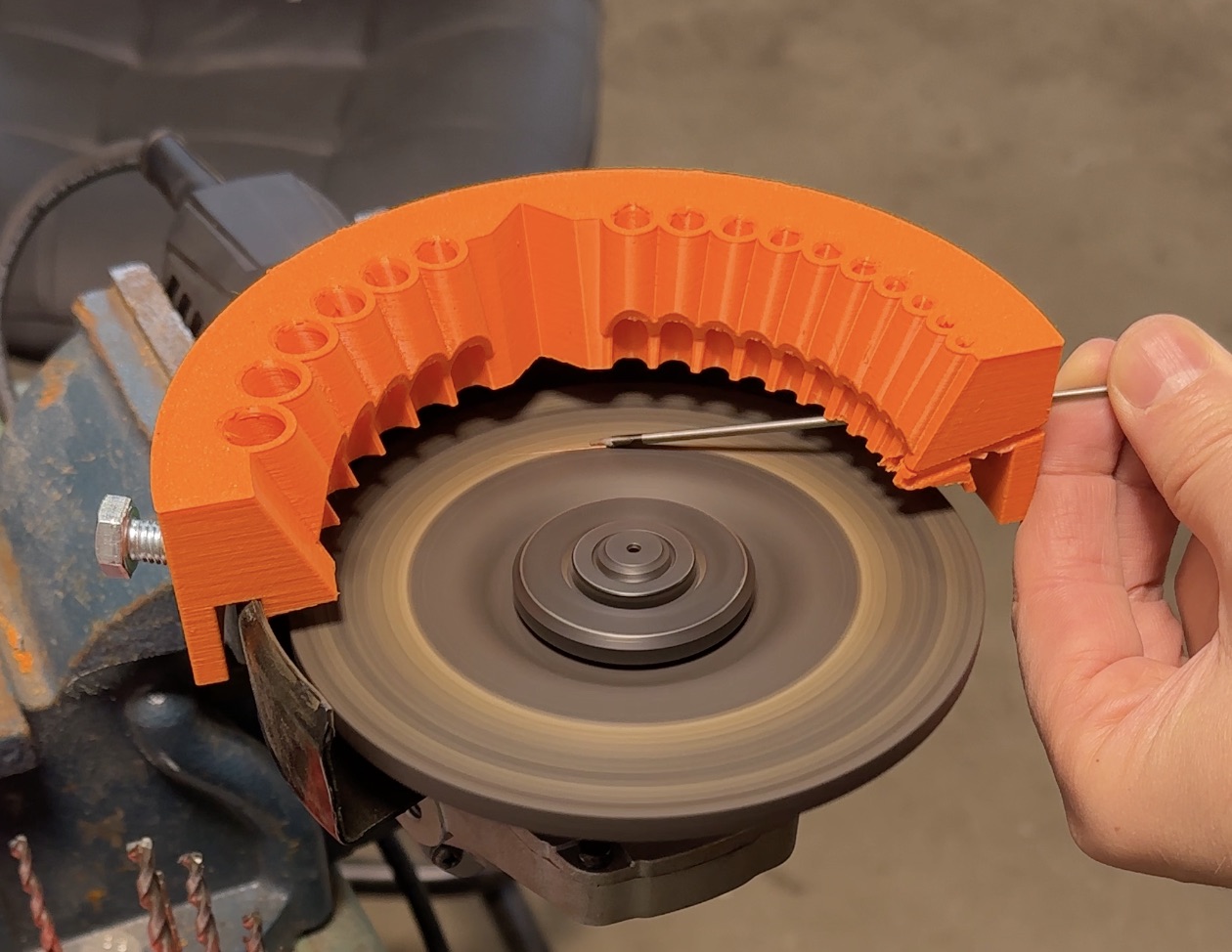
As a CEO committed to innovation and operational excellence, I am proud to introduce our proprietary 3D-printed drill bit sharpener attachment for angle grinders—a tool that redefines the process of sharpening twist drills, carbide, and tungsten for TIG welding. Unlike many market options priced between 3 to 15 euros and often requiring adjustments, our compact design was engineered with precision, versatility, and performance in mind. It’s also considered one of the best overall solutions in its class.
Compact Drill Bit Sharpener Attachment using Any Grinder: Key Features
Universal Compatibility: Tested on industry-leading brands such as Bosch, Makita, and Milwaukee, our attachment fits most standard angle grinders. It has been engineered to accommodate various protective guard heights (from 15 mm to 26 mm), allowing compatibility with different grinding wheel types and sizes, including options found on a belt grinder.
Precision Sharpening: Sharpening accuracy is crucial. Our design of the sharpener attachment maintains correct tip angles, enabling you to sharpen everything from standard drill bits to split point and cobalt or HSS types. We also recommend optimal disc types for your specific needs, making it suitable for many types of drill and materials.
Dual Functionality: Our attachment not only sharpens dull bits, but also accurately prepares tungsten electrodes for TIG. This portable drill bit sharpener doubles as a TIG tungsten sharpener, making it ideal for machinists, welders, and professional drill users alike.
Portable & Efficient:
Unlike a stationary bench grinder, this grinder drill bit sharpener is portable, compact, and easy to use in any setting. Whether you’re sharpening small bits or preparing tools for heavy-duty jobs, it’s the ideal solution. A great addition to any workshop or portable bits sharpening machine setup.
Innovative drill bit sharpener attachment designed for angle grinders, offering precise sharpening for drill bits and tungsten for TIG welding, tested with Bosch, Makita, and Milwaukee.
How to Use the Portable Drill Grinding Attachment
1. Sharpening Dull Drill Bits
Disc Selection:
While a standard grinding disc can be used, the best results are achieved with a worn grinding wheal that has a pre-processed face. This pre-worn surface provides a smoother, more refined finish—exactly what is needed for sharpening drill bits.
Cooling:
Due to the high rotational speed of angle grinders, it is essential to periodically cool the drill bit during the sharpening process to maintain optimal performance.
Sharpening Jig:
The includedsharpening jig ensures precision on every pass, even for smaller bits and specialized tips like a pointangle adjustable drill bit or split point.
2. Sharpening Tungsten for TIG Welding
Recommended Discs: A lamellar or grinding disc is ideal for preparing tungsten electrodes. If these are not available, alternative accessible options may be used effectively.
How to Get Your Free Attachment for sharpening bits
Print on a 3D Printer: Ensure a fill density of at least 50% for additional rigidity.
Prepare the Component:
Thread three pre-designed holes (M8) after removing any supports from the print.
Use three M8 bolts (20–30 mm in length).
Drill two additional holes for tungsten feed.
*Compatible with many drill bit types, including HSS, cobalt, and carbide—whether you’re sharpening new drill bits or reviving your old drill tools.
Support Our Project
We value your input and invite you to leave a comment with your feedback—even a short note helps us grow and improve. Share this page with fellow tool users, DIYers, and professionals.
Let’s reshape the way people sharpen their bits—from the old drill in the garage to high-speed steel tools in the field.
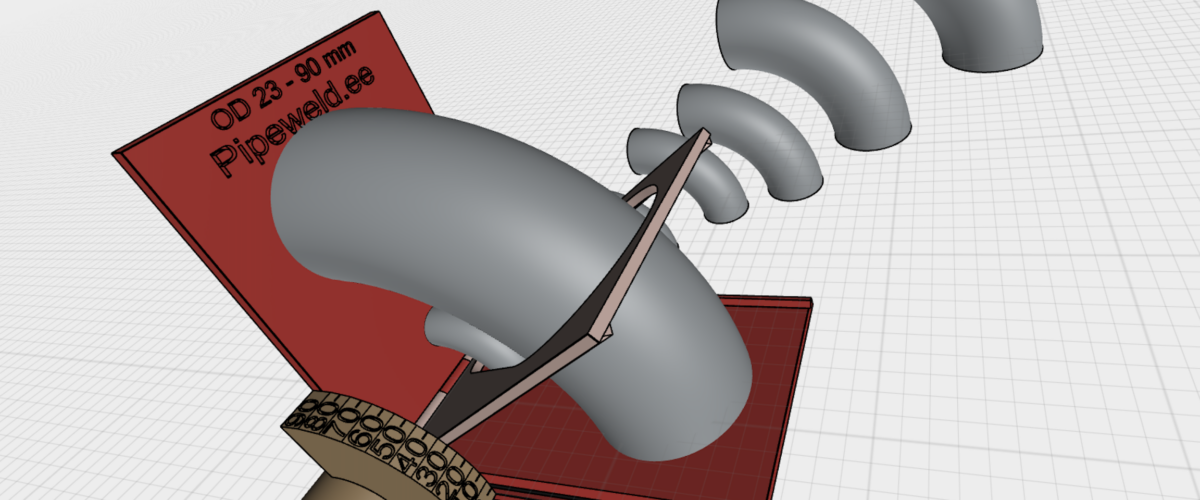
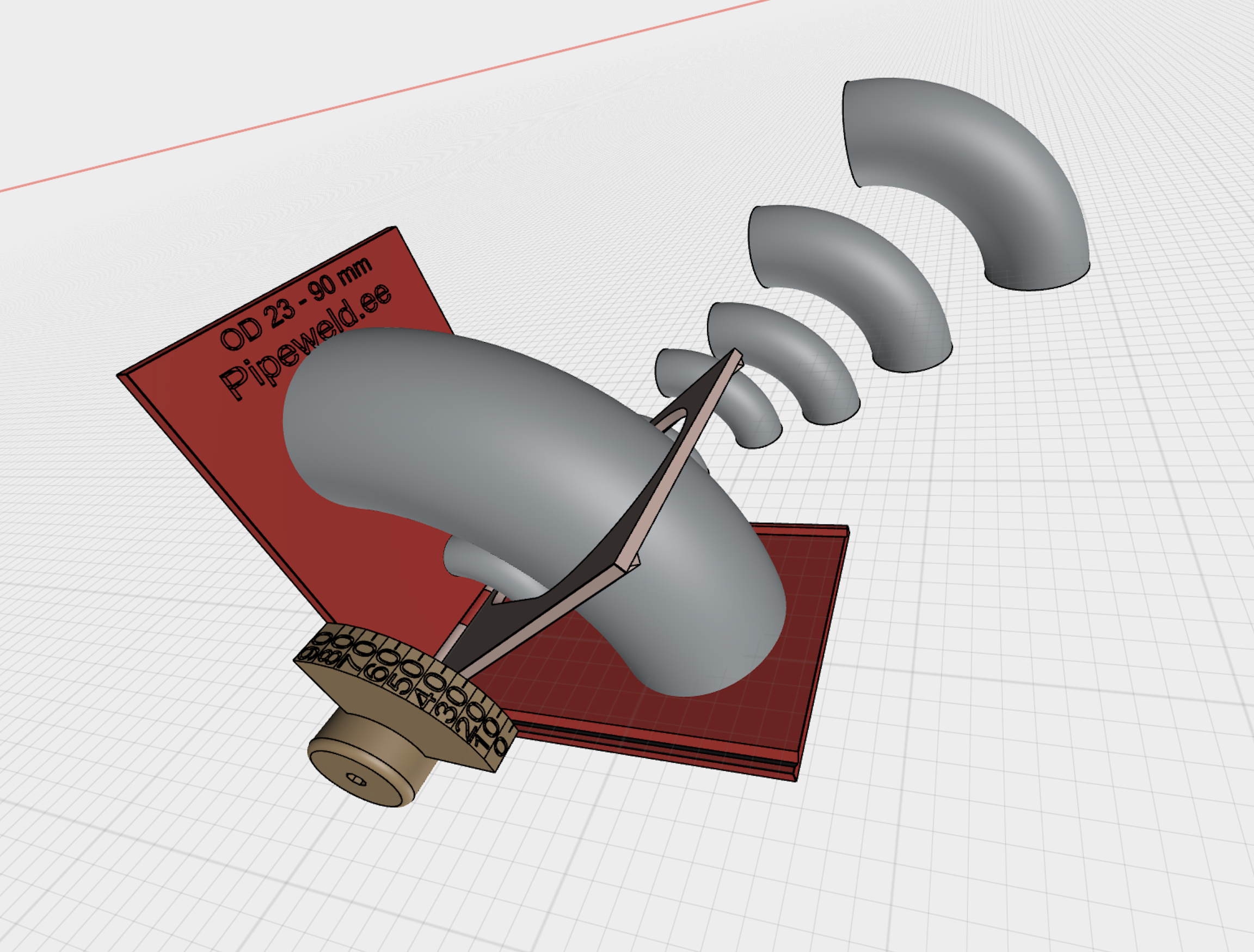
You can also scale the model for pipes with a diameter of 100 to 250 mm.
If I need a larger tool for marking pipes in the future, I’ll release a new model. For now, this one is available.
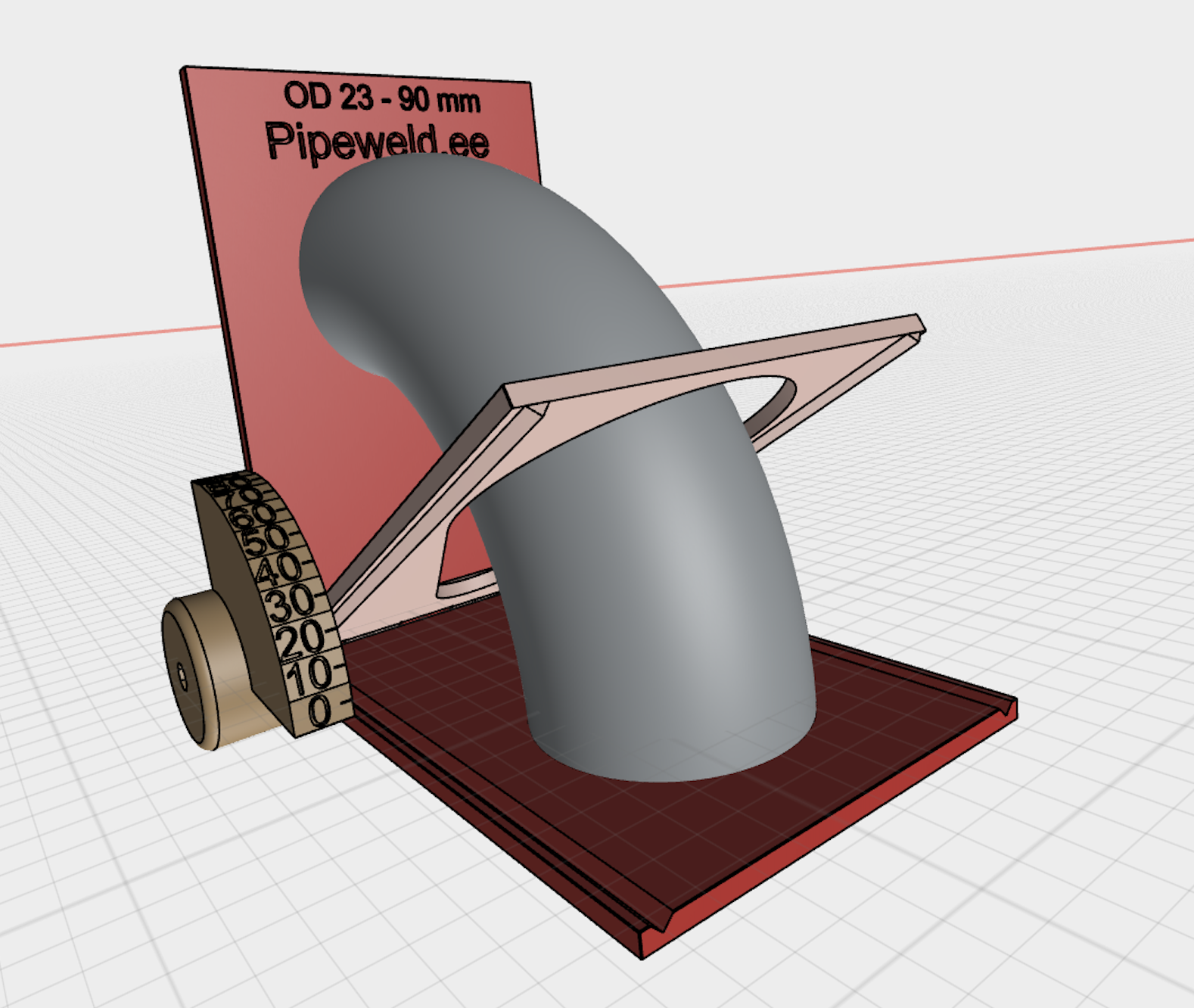
What You’ll Need for Assembly
A 3D printer for printing the parts or a milling machine for creating the components from metal (note that accuracy may decrease with the latter).
Two M4 nuts and a threaded rod 129 mm long.
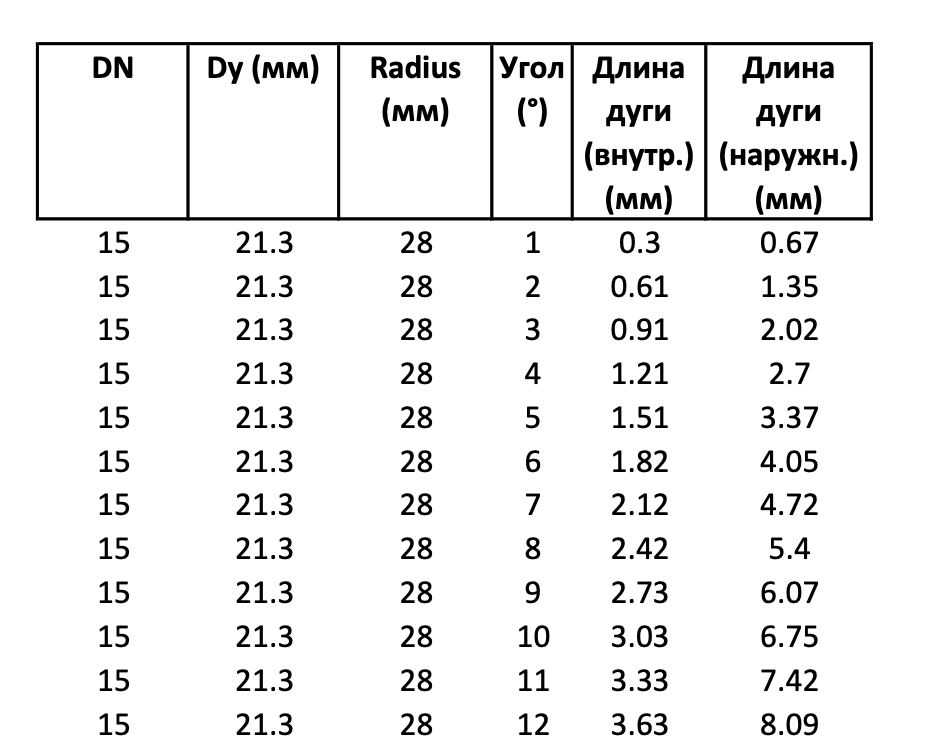
How to Mark Elbow 45, 47 Dg Manually
To calculate the required angle for marking a pipe, you can use a ready-made table. The table shows the measurements you need to mark from the pipe edge along the inner and outer radii.
After applying the marks, connect them using a string 1.5–3 mm thick to draw a straight line.
Learn How to Create Custom Silicone Purge Dams of Any Size, Personalized with Your Own Branding
Hello, fellow welders! I’ve been waiting for the right moment to introduce a high-quality two-component silicone that allows us to create professional TIG purge dams on our own. The time has finally come, and as usual in our welding adventures, we’ve hit a jackpot—like that time with the NDT inspector who approved an entire project without ever setting foot on-site!
This silicone offers a triple advantage that makes it a game-changer:
Key Benefits of Platinum-Cured Silicone:
Heat Resistance
It withstands up to 300°C (572°F) during short-term contact. A dream come true for industrial welders!
Food-Grade Quality
This means it’s also suitable for pharmaceutical applications—another win for industrial welders!
Fast Curing
The silicone fully cures in just 24 hours, making it incredibly practical for daily use.
Cost Efficiency
Creating a DN80 purge dam costs only €1.50 in materials, plus two hours of your time. In that time, you can produce five purge dams—saving money while gaining efficiency.
Custom Branding
Your TIG purge dams can carry your personal brand, adding a professional touch.
Easy-to-Use 3D Mold
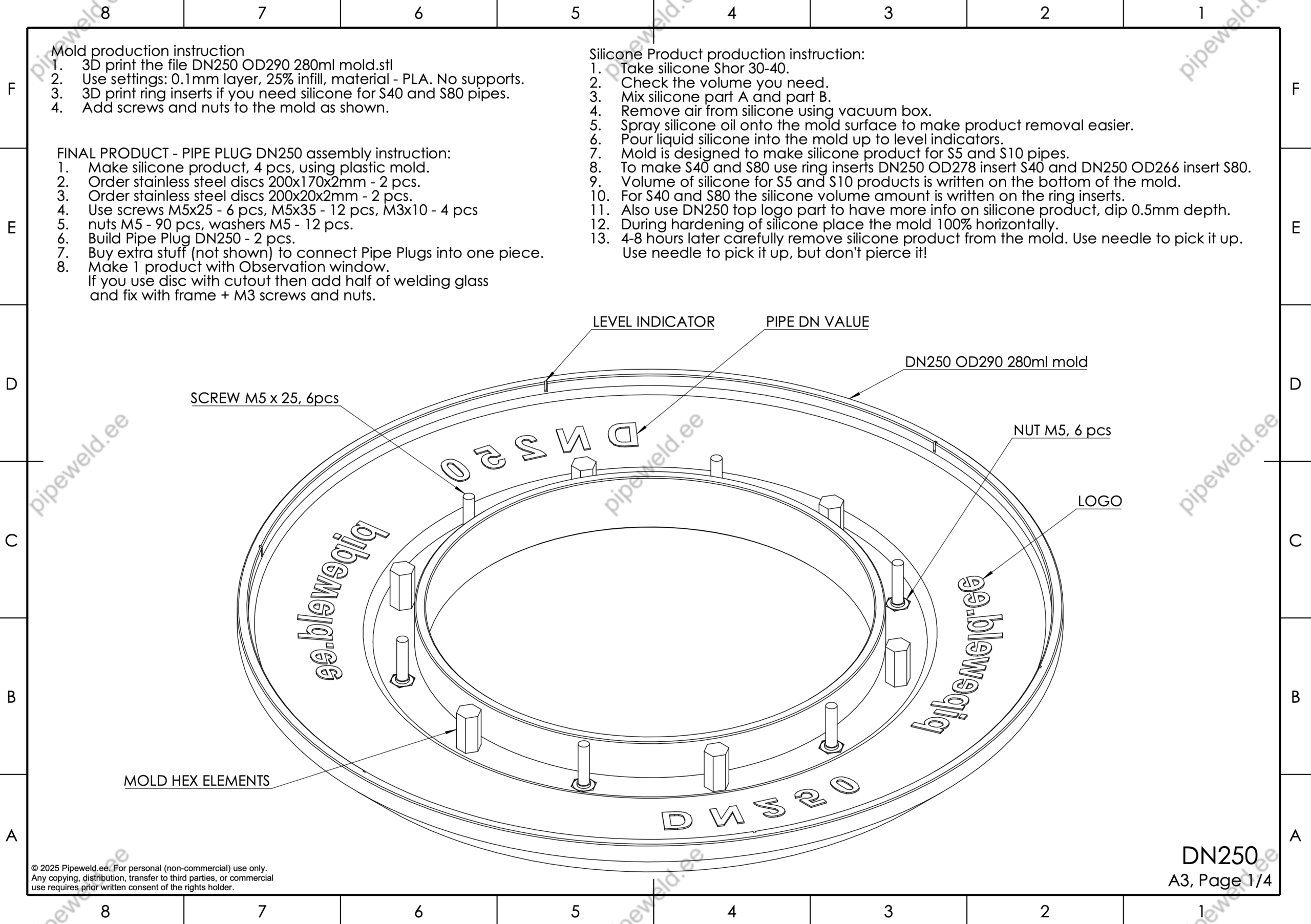
Download a pre-designed mold file, scale it to your desired size, and you’re good to go. Consider it a gift from pipeweld.ee just for you.
My Experience in purge tools making & Tips for Success
I’ve personally tested the entire process and am happy to share everything I know. All I ask is that you repost this article in relevant welding forums and explore the other cool DIY tools we’ve developed here on our blog.
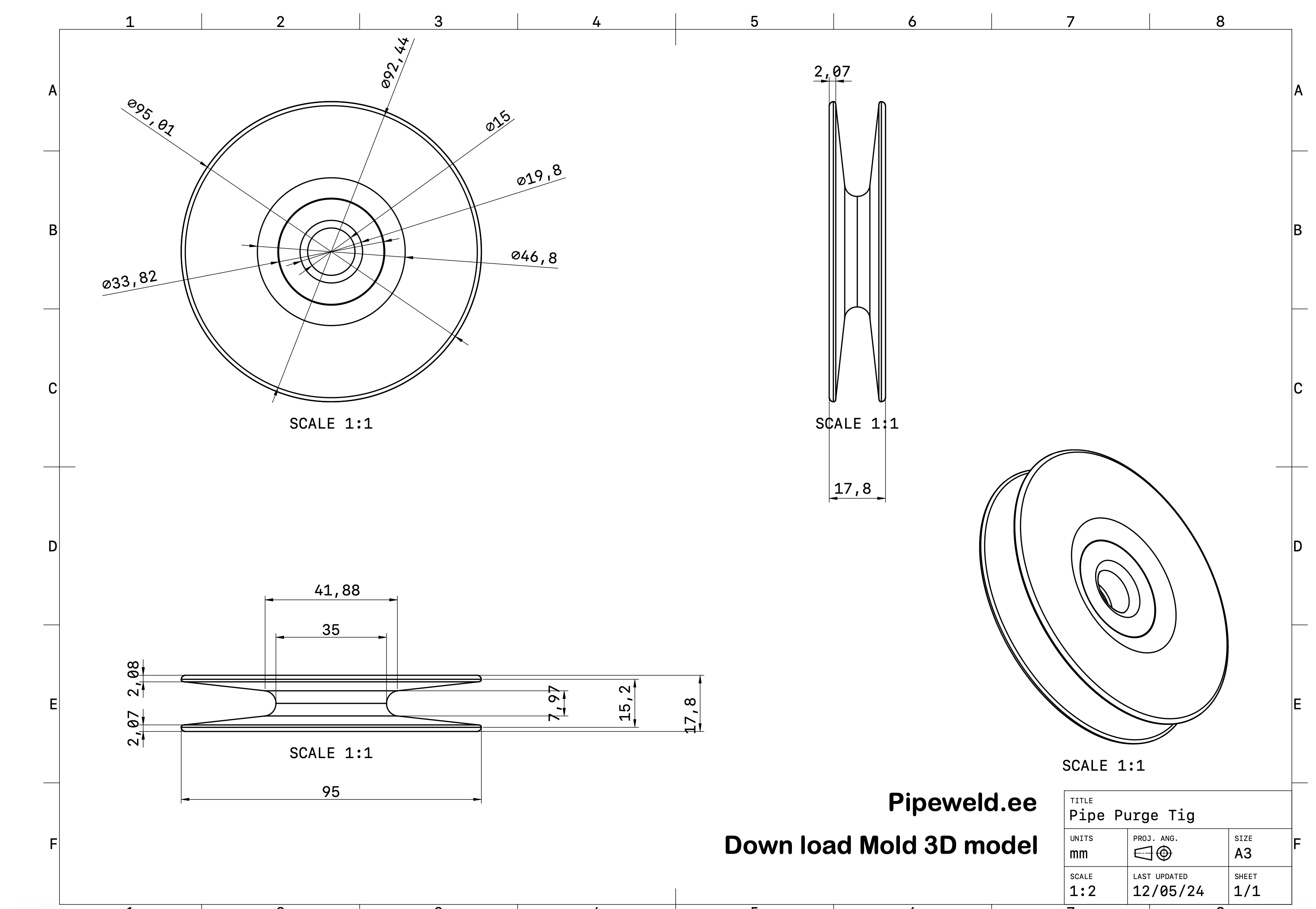
3D Mold for a TIG Purge Kit: STL and STEP Models
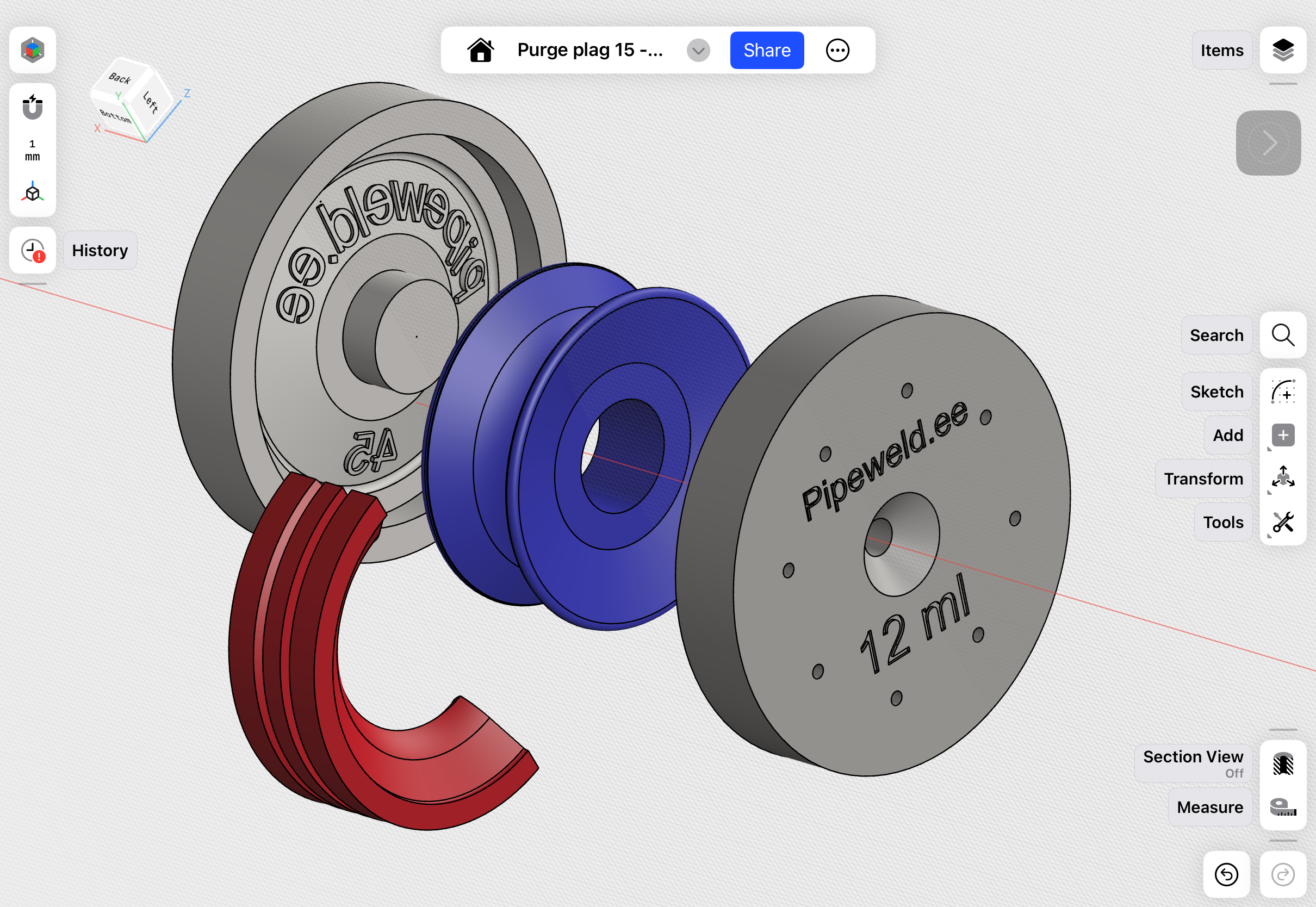
This tried-and-tested 3D model is provided in STEP format and consists of four parts. The base mold is designed for a purge tool with OD 94 mm, which works for DN80 pipes.
If you need a larger size, like DN150 (OD 169 mm), it’s easy to scale. Just adjust the model dimensions using software like Cura or any other slicer program before 3D printing. Most slicers allow object scaling along all three axes.
If you need a 152 mm diameter tool from the 94 mm model, scale it by 61.7%.
For a 212 mm diameter, scale it by 39.7%.
Adjust all three axes proportionally for accurate results.
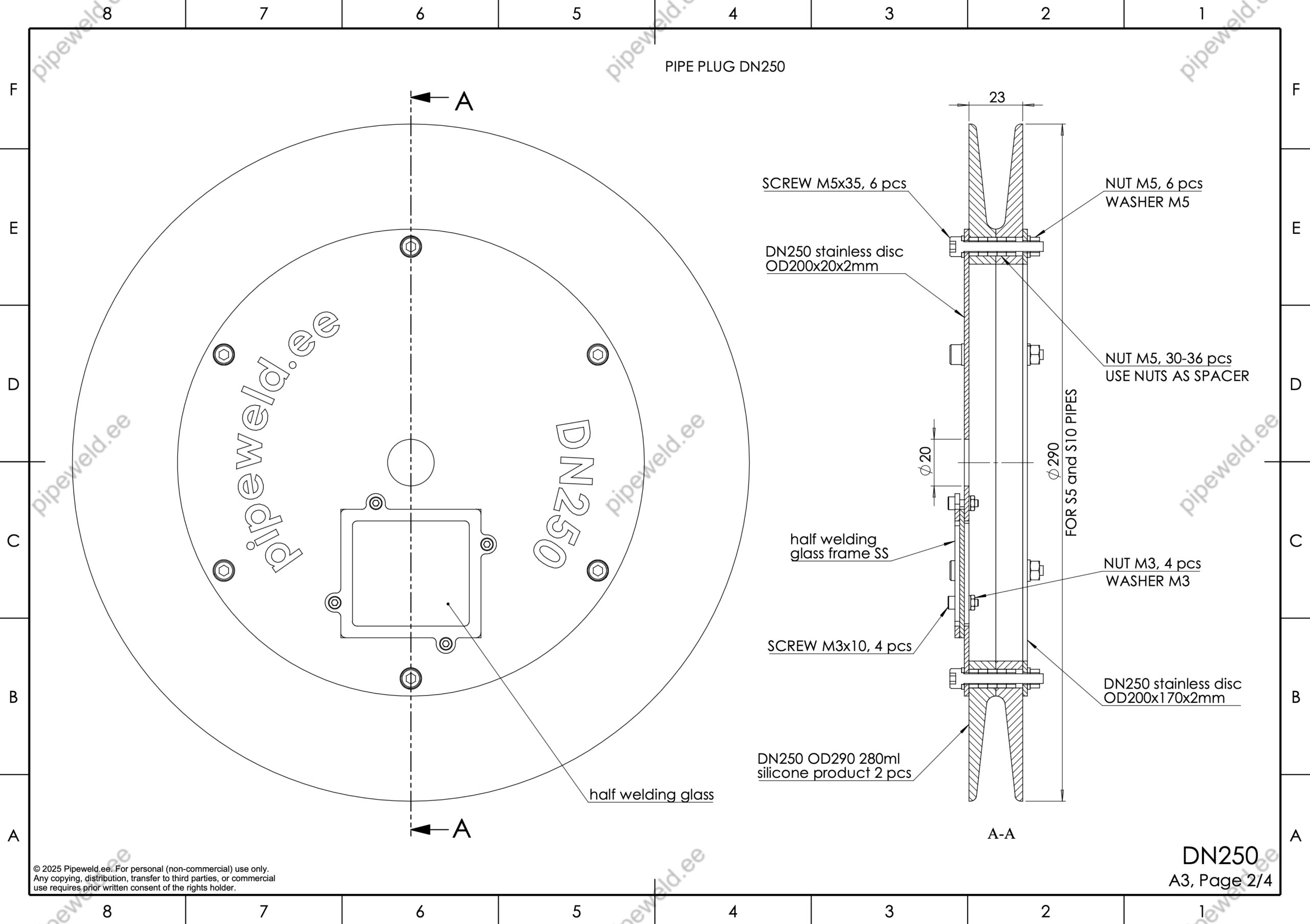
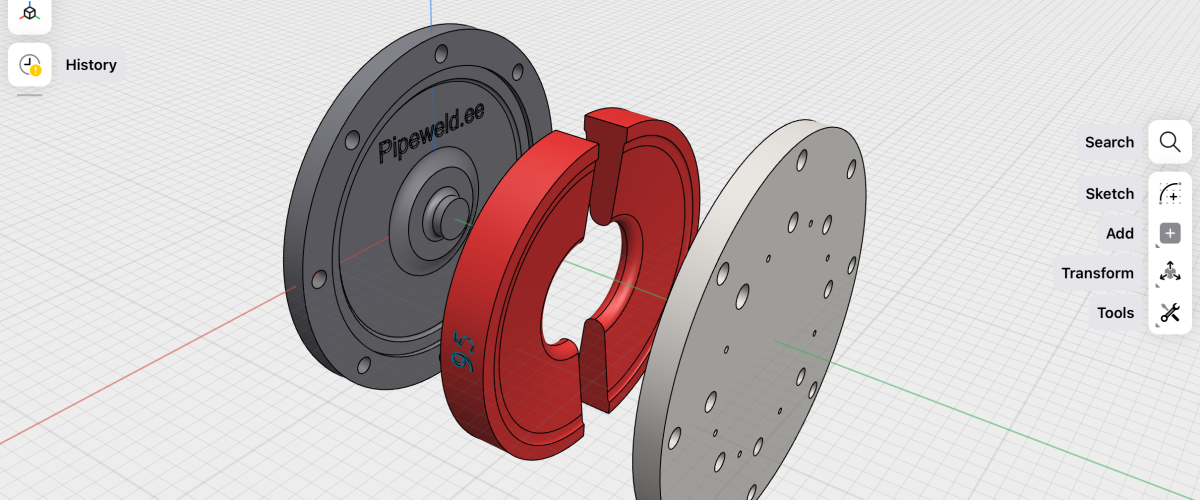
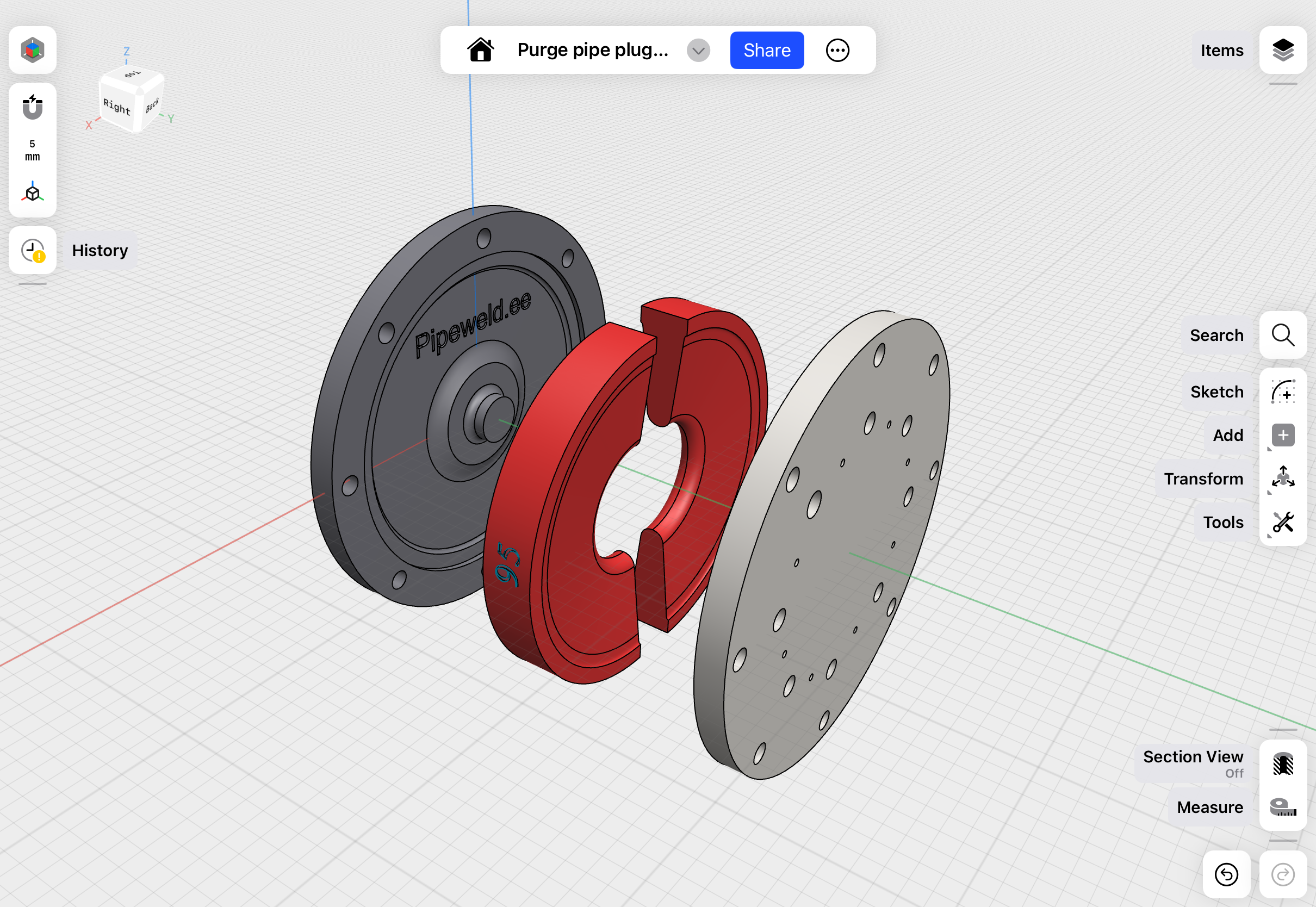
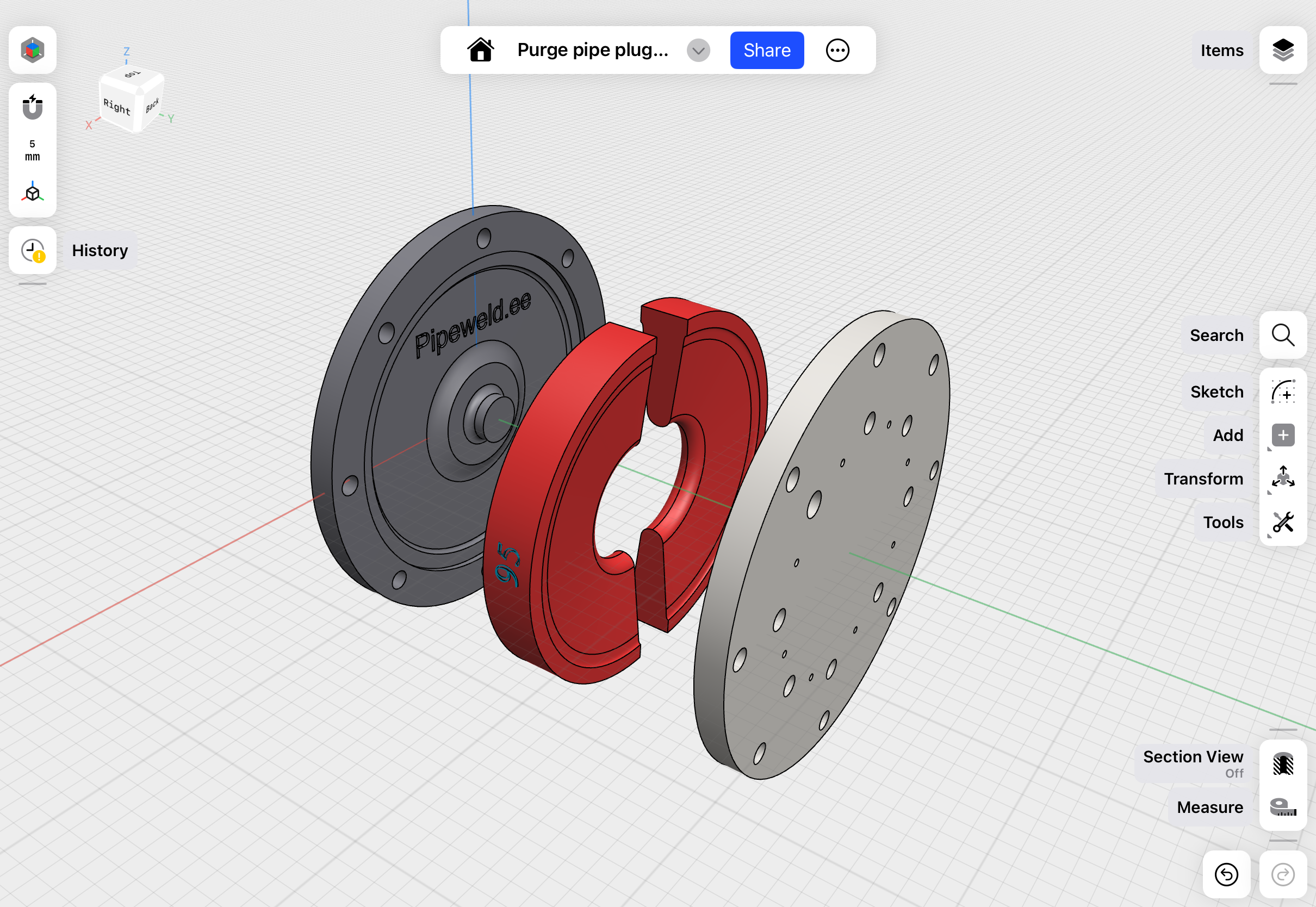
3D Model of a Purge Plug with an Inner Metal Plate 1 mm Thick
Update: January 14, 2025
Several people have asked me to create a model for a larger purge plug with a metal plate 1 mm thick. These types of plugs are often mass-produced, and you’ve probably seen them before.
I recommend using this plug for pipes with diameters from DN 200 to 400 mm.
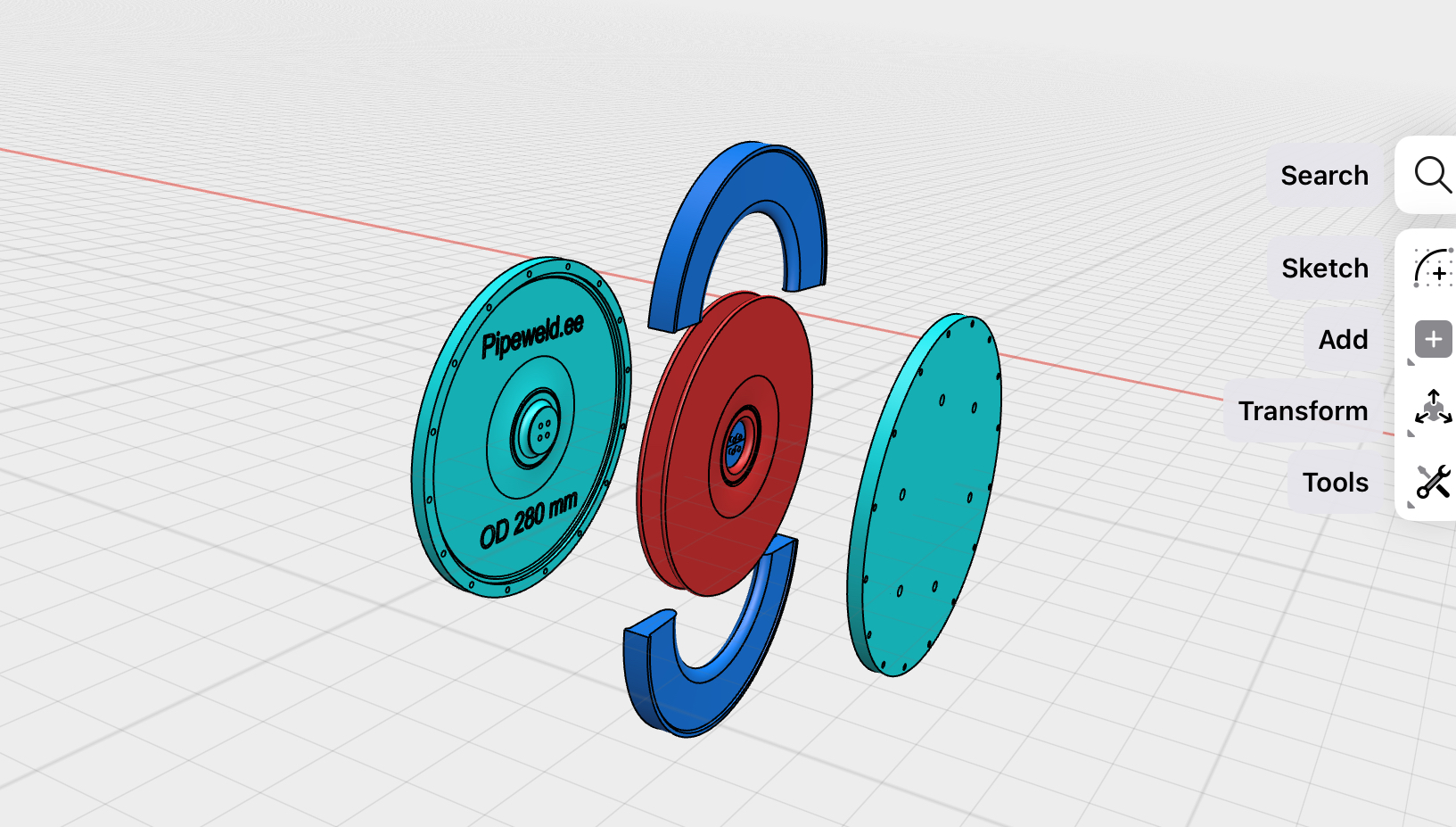
I created the model with a diameter of 280 mm, using the original plug as a reference and basing all dimensions on it. Special attention was given to a specific groove that simplifies the installation of the metal plate in the center of the plug. This groove is located on only one side.
The red disks are the new purge plug, and the blue inserts in the center are disks that create a groove where a metal plate with a diameter of 71 mm and a thickness of 1 mm is later inserted.
Update: February 1, 2025
Since it turned out that the center mounting hole in the cap also scales proportionally when the models are resized (and we need it to remain at a fixed diameter), I’ve decided to provide finalized STL files. This way, you can proceed with printing them right away without any additional scaling.
The first batch of caps ranges from 65 mm to 107 mm in outer diameter.
We discussed and concluded that in the caps with an outer diameter of 115 mm and more, where a metal disc was previously planned to be installed (see above), this can be omitted. Therefore, I am uploading the finalized models for all diameters starting from 115 mm, and I plan to extend them up to 400 mm. Now, instead of a disc, they are compressed with a washer and nut, and the hole (20 mm) is provided in all the caps listed below. For fastening these discs, you can purchase these types of fasteners in China.
I highly recommend using platinum-cured silicone for its superior durability, sterility, and ease of use.
Hardness Recommendation: After testing, I’ve found that a Shore hardness of 60 is ideal. Lower hardness (e.g., Shore 20) is too soft for industrial use.
Mixing Precision: Use a digital scale accurate to 1-2 grams for perfect proportions when mixing the two components.
Pouring and Curing the Silicone
Mixing & Preparation:
Mix the silicone thoroughly for at least 5 minutes. Assemble the 3D-printed mold using bolts to secure the parts.
Optional Vacuum Chamber:
For a bubble-free result, place the mixed silicone in a vacuum chamber to remove air pockets. If you don’t have access to a vacuum chamber, use silicone with a self-degassing feature.
Manual Pouring or Syringe Method:
Use a large medical syringe (100+ ml) to pour the silicone precisely. For DN80, you’ll need 40 grams of silicone.
Removing Your DIY TIG Purge Tool
After 24 hours, carefully disassemble the mold and remove your new purge dam. However, don’t use it immediately—let it sit for a couple of days to ensure the surface is fully cured and no longer tacky.
What you need to buy for smooth work and great results:
Find a place to print a 3D model and ask them to scale the model to the required diameters.
Buy platinum silicone with a Shore hardness of 60.
Get clamping bolts (8 pieces). The diameter will vary depending on the scaling. For DN 80, M5 bolts are suitable.
Purchase a 100 ml syringe.
Prepare a measuring container and a mixing container.
I made the holes for pouring silicone larger — 9 mm in diameter. This makes the pouring process easier and ensures high-quality curing.
Project Development. Updates as of March 10, 2025
Colleagues, it’s important to acknowledge that the devil is in the details. This project has completely captivated me, and together with my 13-year-old son, we began developing, testing, and refining it. It has turned out to be far more intriguing than I initially expected.
Project Update 11/03/25 new model.
Silicone Selection Issue
With your help, we discovered that finding silicone with a hardness of 60 is a formidable challenge. Consequently, we decided to abandon that idea and adapt the project to use more readily available types of silicone. Solution: We developed four new plug models, which we cast independently. It turns out that the proposed design works perfectly for silicones with hardness levels of 20 and 40. We are now awaiting your feedback to adapt the models for various diameters.
Scaling of Parts
Unfortunately, scaling up the parts comes with its limitations. Solution: Each design will have to be developed separately for each diameter. This does not deter us; the key is to determine which design best suits each diameter. Accordingly, we are proposing three design variants for your consideration:
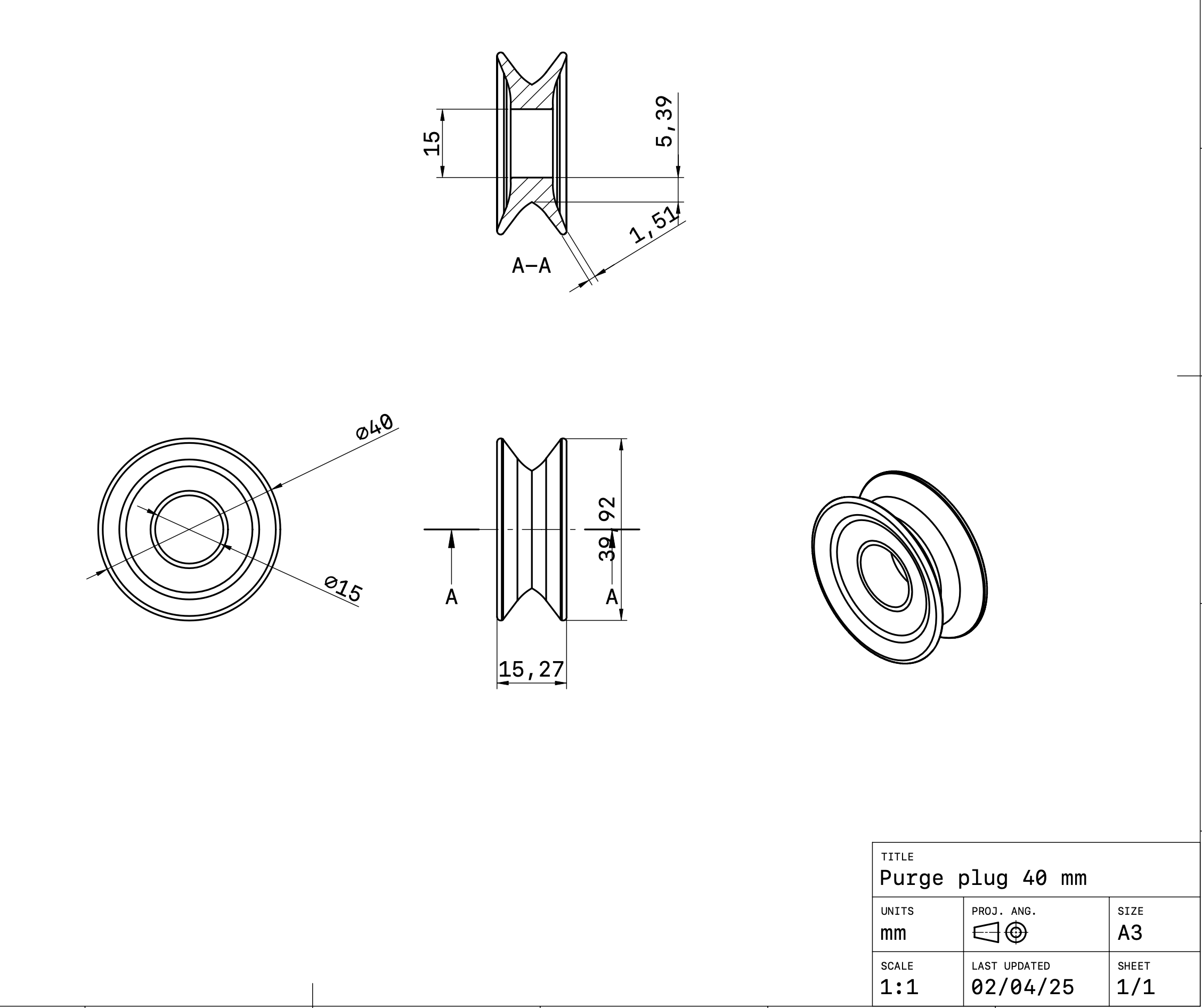
The 40 mm model will be adapted for diameters from 40 to 65 mm. The STL model can be downloaded below.
The 75 model is intended for diameters from 65 to 115 mm. The STL model can be downloaded below.
The 115 model is likely designed for diameters up to 156 mm, and the 115+ model is planned for diameters from 156 to 290 mm. The STL model can be downloaded below.
Silicone Efficiency
It is essential for you to know the volume of silicone required for manufacturing each plug. Moving forward, this information will be included in the file names.
Use of Restraining Bolts
Our practical experience has shown that restraining bolts are unnecessary for the molds—at least for models with diameters from 40 to 115 mm (we have not yet tested larger samples). The assembled mold is sufficiently stable, though it is recommended to have two small clamps on hand.
Silicone Injection into the Mold
The higher the hardness of the silicone, the lower its viscosity, which makes the injection process more challenging. It is necessary to refine the injection technique. Solution: We purchased a vacuum chamber for 150 euros. After mixing the silicone in a cup, we place it in the chamber for 15 minutes under a negative pressure of –1 bar. Then, carefully to avoid incorporating air, we inject the silicone into the mold in two stages: first filling 75% of the volume, allowing the silicone to settle for 3 minutes, and then adding the remaining 25%. If you do not have a vacuum chamber, you can build one yourself—details can be found here: YouTube Video. Alternatively, you can pour the silicone from the cup onto a plate, which significantly increases the surface area and reduces the layer’s thickness, allowing air bubbles to escape more easily.
File Format
We found that not everyone finds the current file format convenient to work with. We have taken this feedback into account and have already resolved the issue.
Conclusion
We have also posted short videos about the project’s development on social media and would greatly appreciate your attention and engagement with them. We look forward to your feedback and suggestions for further improving the project!
https://vm.tiktok.com/ZNdeV9UNq/
https://vm.tiktok.com/ZNdeVaukm/
https://vm.tiktok.com/ZNdeVDH9T/
New Silicone purge moldes that was tested can be download here.
The project continues to develop. We are currently working with a 2-lip sealing system to reduce purge gas consumption. By decreasing the internal volume, the purging time is expected to be reduced by up to 40%.
Yes, we are aware that SC Profi is patented. However, in our case this is not an issue, as the patent is intended to prevent mass production, and we manufacture it only for our own internal use.
Lack of Fusion, Root Concavity, and Other Welding Defects
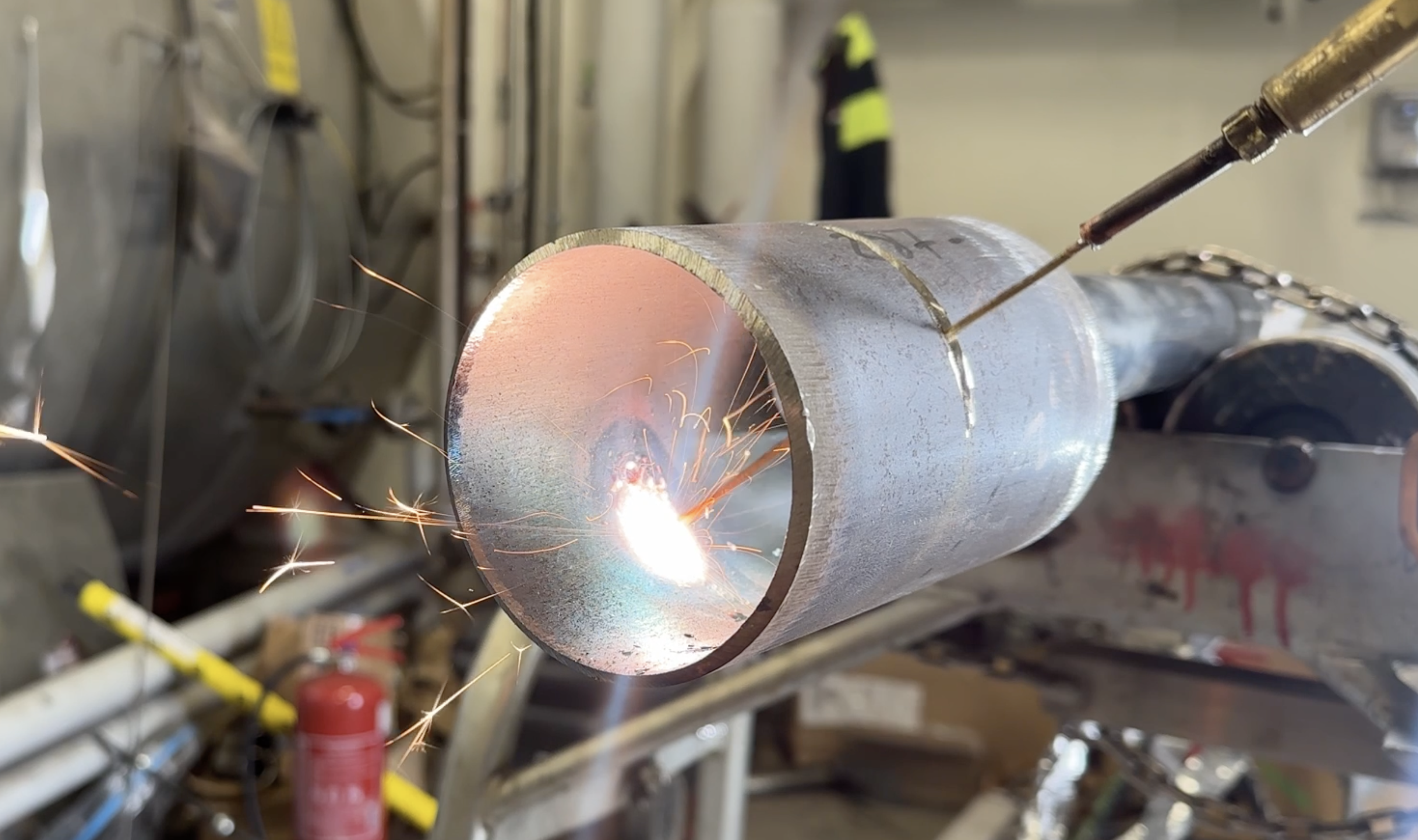
DIY Gas Torch for Fixing Lack of Fusion in 2mm Gaps – Welding in Hard-to-Reach Places
Background:
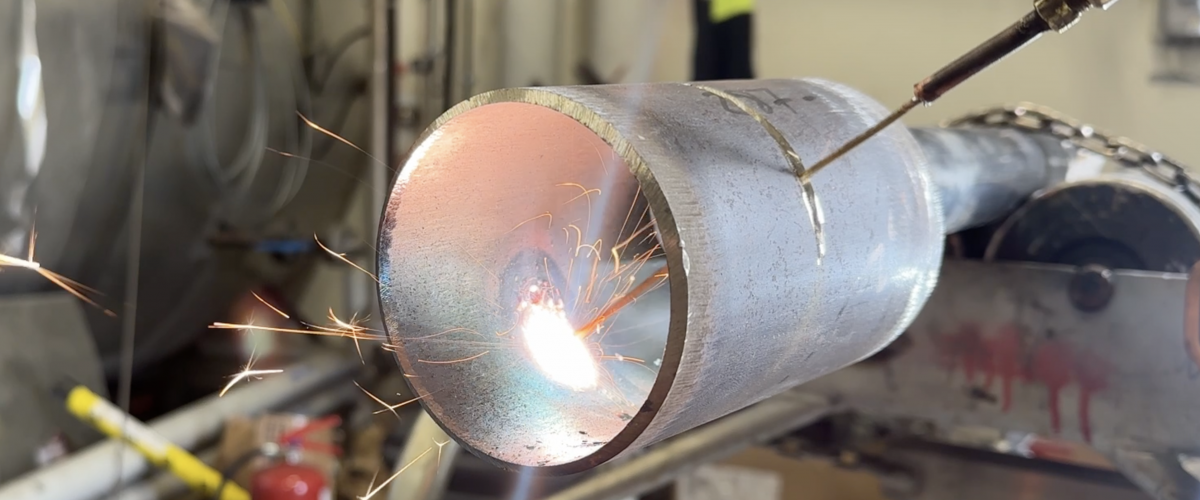
In 2017, our company, Pipeweld.ee, secured a contract to complete an 8 km heating pipeline in Sweden. The pipeline was challenging: a twin DN200 mm double-insulated pipe with a 6.3 mm wall thickness. Each pipe segment was 16 meters long and weighed over 2 tons. Installation was done using an excavator, and the welding was gas-welded using the 311 method as required by the client. The welds were 100% radiography (RT) inspected, Group B.
A single welder could complete 5 pairs of weld joints daily, totaling 10 welds.
Welders faced issues, which is inevitable in such conditions. Imagine the frustration when a tiny pore, lack of fusion, or root concavity was found on a 1 mm segment of an overhead weld in the 6 o’clock position or a lower weld in the 12 o’clock position. These areas were hard to reach, and sometimes both welds had to be cut open to fix even minor welding defects.
The pressing question arose: how to deal with defects like lack of fusion, porosity, and others quickly and with 100% certainty?
That’s how this life-saving nozzle was developed. And I’ll tell you upfront: I see no issue using it on larger diameters to fix welding defects.
Knowing how to fix these issues becomes easier with the right tools.
Welding Defects – How to Fix Lack of Fusion and Other Issues
In this article, we’ll dive into the design of acetylene-oxygen torches and create our own unique one, adhering to safety rules while eliminating lack of fusion and reducing weld repair time.
We’ll cover topics like:
What is flashback, and why is it dangerous?
Causes of flashback in a gas torch.
How does an injector work?
Testing methods for gas torches before use.
Gas welding safety techniques.
Designing your acetylene torch with these considerations.
Assembling a custom torch for welding in hard-to-reach places.
Testing the torch before welding the root pass.
Notes on using the new torch for root pass welding.
Other interesting tips on gas torches.
Weld defects in the root pass: What is flashback, and why is it dangerous during repairs?
Flashback is the ignition of the fuel mixture in the torch channels, potentially leading to the acetylene hose catching fire, which can result in an acetylene cylinder explosion!
To reduce the risk of gas cylinder explosion during fixing weld defects, safety flashback arrestors must be installed on both cylinders.
Mandatory for use, especially when working with homemade torches.
Causes of Flashback During Acetylene Welding and Fixing Weld Defects like Lack of Fusion, Root Concavity, and Porosity:
Every combustible material has its own burning speed. In our case, the speed at which gas exits the welding nozzle also plays a critical role. These speeds are crucial for adjusting the gas torch, ideally matching each other.
Main causes of flashback during welding and repair of welding defects like lack of fusion:
The burning speed of the gas mixture exceeds the exit speed of the gas from the welding torch, and vice versa—this is the most common issue.
Other causes:
A clogged nozzle, altering the calculated gas exit speed or causing gas mixture turbulence.
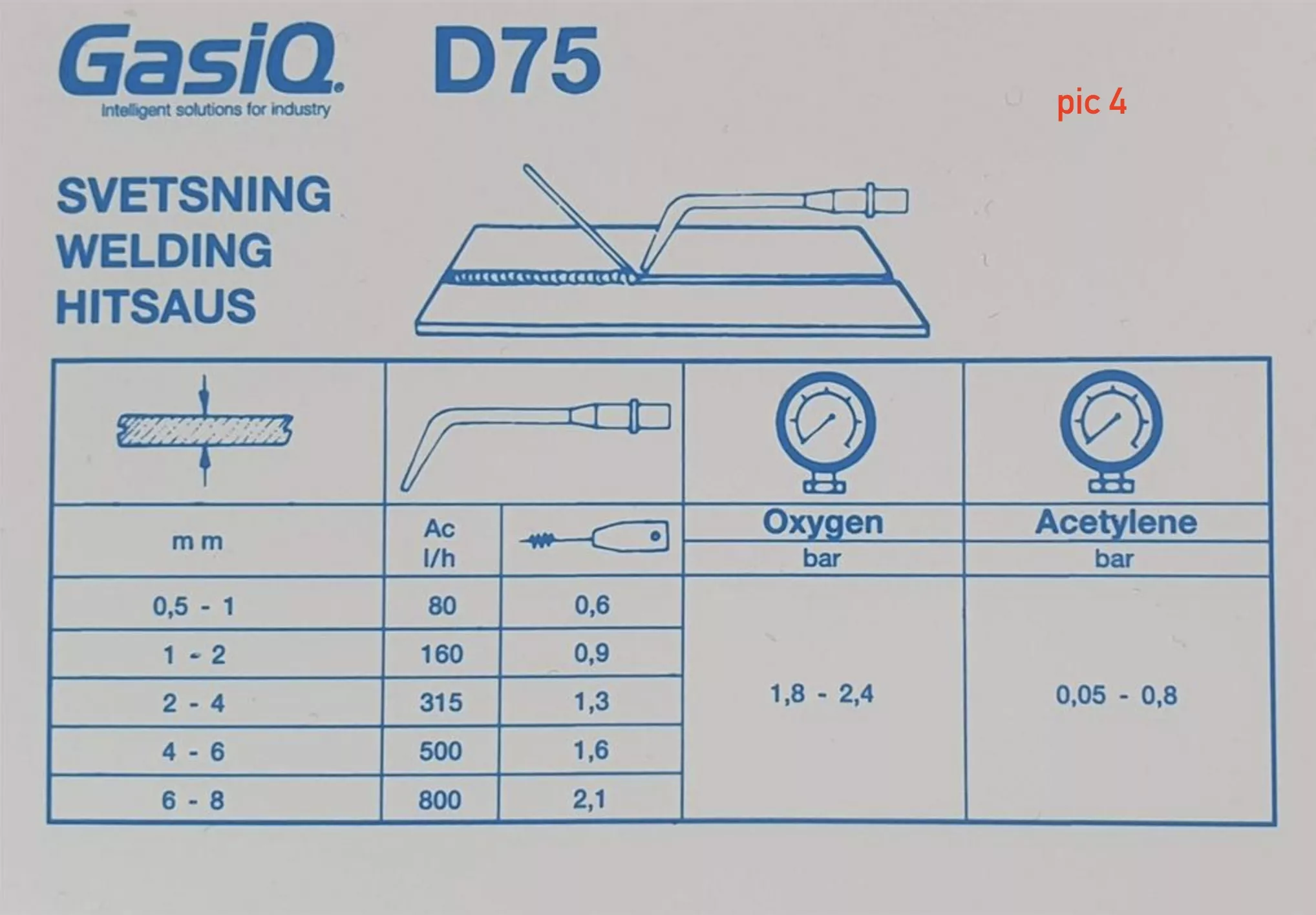
Incorrect gas cylinder output pressure. Acetylene pressure should not exceed 0.2-1.2 bar, even if oxygen is supplied at 3 bar. Check the gas torch power and pressure ratio table for reference. Pic – 4.
Incorrect torch ignition—mistaken adjustment of oxygen and fuel gas.
Overheating of the welding torch nozzle, causing premature ignition of the gas mixture before it exits the torch.
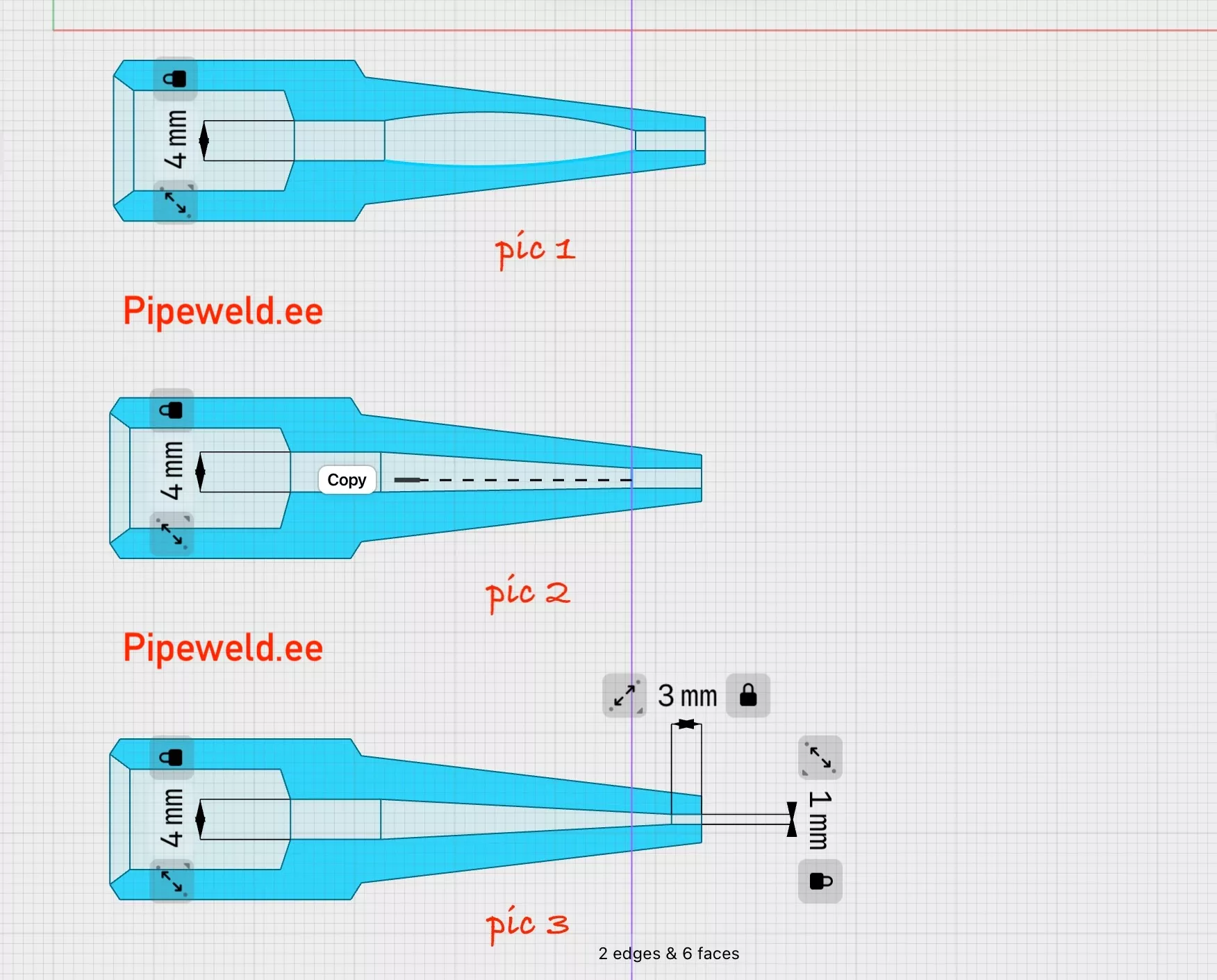
Excessive wear or improper use of the nozzle, leading to misalignment between the inlet and outlet holes. See pic 2.
Barrel-shaped narrowing of the channel and converging nozzle—replace the nozzle. See pic 1.
Shortening the channel exit section to less than 3 times the diameter of the exit channel—replace the nozzle. See pic 3.
These defects are not immediately visible, but they can significantly interfere with welding
It is crucial to maintain the correct gas mixture proportions when repairing welding defects
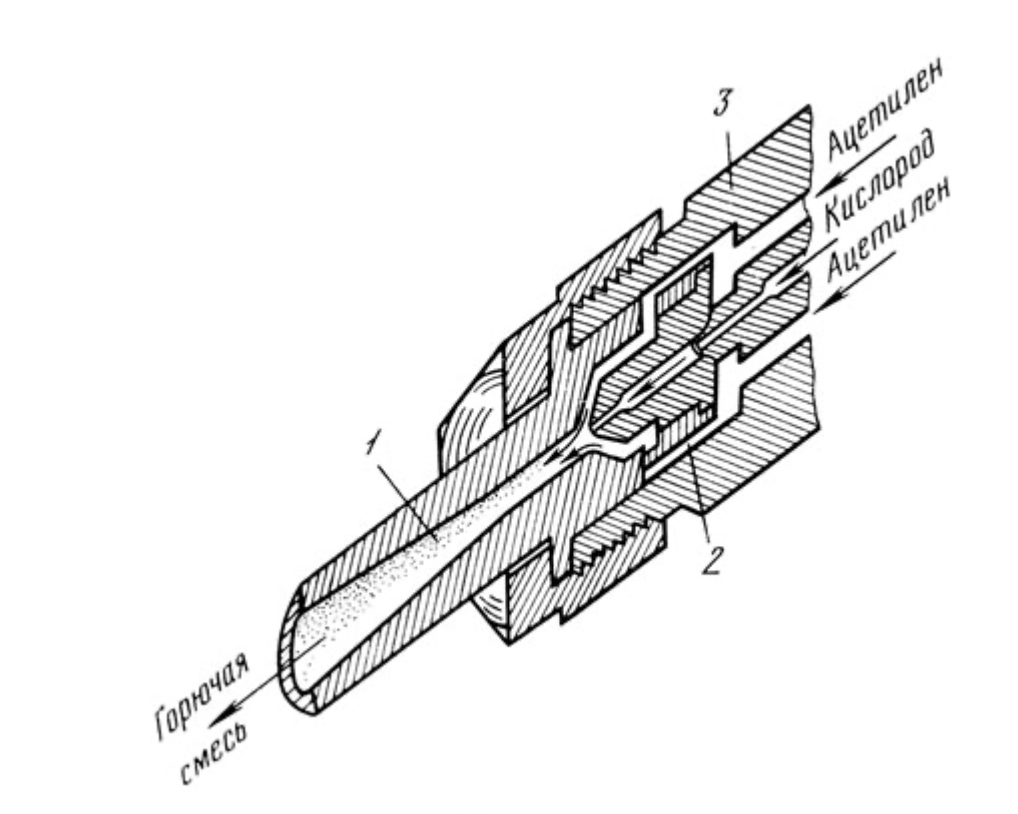
Working of the Torch Injector
From the listed causes of flashback, the most important for us are:
Gas flow speed (pressure setting in hoses + injector).
Proper gas mixture ratio (injector).
Now it’s time to discuss the injector, which ensures the correct mixing of gases to avoid welding defects like lack of fusion.
Injector torches are designed to deliver low-pressure fuel gas (acetylene) into the mixing chamber by drawing it in with a higher-pressure oxygen stream.
This device is known as an injector, and the suction phenomenon is called injection.
Testing Methods for a Welding Gas Torch Before Fixing Lack of Fusion and Other Defects:
Before starting work with any new torch and nozzle, it’s essential to check the injector. This can be done with simple steps:
Unscrew the acetylene hose from the torch, open the oxygen supply on the torch, fully open the acetylene supply, and place your thumb on the acetylene inlet nipple on the torch (where you just unscrewed the hose). Ensure there’s suction (your thumb should stick to the nipple).
This suction indicates your injector is functioning correctly.
To be more precise:
It has been established that the vacuum in the acetylene channels before the injector ranges from 35-275 mm Hg in an unlit torch and 25-50 mm Hg in a lit one.
Note: The noticeable pressure drop in a lit torch is likely due to the oxygen not being fully open during combustion, causing this difference.
What do you think?
Safety and Personal Responsibility in Gas Welding, Especially with a DIY Torch – IMPORTANT!!!
I’ve read plenty of literature on how acetylene torches work and what to focus on during their operation. I personally found answers to all my questions.
However, I can’t take responsibility for the conclusions you or others might draw from this material. You must understand that responsibility lies entirely with you.
Designing and Building Your Torch Following the Above Rules:
I’ve determined that the most important and delicate mechanism in a torch is the injector and the mixer that follows. So, if I want to create my own torch, I need to find a factory-made injector with a mixer and adapt my copper capillary to it, which is available at large hardware stores in Europe or online marketplaces. My tube is made of brass (an ideal material for torches of this type), with an outer diameter of 2 mm, a wall thickness of 0.5 mm, and a gas channel diameter of 1 mm.
After much experimentation, I found that if your brass tube is about 150-250 mm long, you can use an injector and mixer from a factory nozzle rated for 500 liters. The nozzle should be copper, which bends like this model:
R!MAC Svetsinsats till G11 Flexibel 500L. (Google it)
Cut off the copper tube from the torch, leaving 2-4 cm, solder your capillary to it, and voila—the torch is ready for testing.
Testing the Torch for Fixing Root Concavity, Lack of Fusion, and Other Welding Defects:
Set the correct output pressure on both cylinders (see pic 4).
Check the acetylene supply vacuum (methods described above).
Perform the first ignition and adjust the flame to standard parameters.
If you cannot achieve stable combustion and understand how to adjust a standard acetylene torch, the problem may be that too much solder has filled the inside of the copper tube during soldering, partially or completely blocking the gas flow. In this case, you’ll need to rebuild your torch.
If you achieve stable combustion, you can begin a test weld for 1-2 minutes. After extinguishing the torch, touch the injector with your bare hand. If it doesn’t heat up during welding, your torch has passed the first test.
Continue testing with longer welds, say 3-5 minutes. This was the final test for my torch because I knew I would use this nozzle for no more than 2 minutes to repair the root pass in a pipe. Since the pipe is an enclosed space where temperature rises faster, I decided to double the test time in an open environment.
If your injector heats up to over 200 degrees, the risk of flashback increases. I measured more accurately to determine the injector temperature and welding time. Flashback occurs at 300 degrees. The operating temperature of a factory injector does not exceed 40-50 degrees.
Notes on Using a New Torch for Root Pass Welding:
Only when working with weld defects like root concavity and lack of fusion in the root pass through a welding gap did I sometimes notice a sudden flameout.
This effect didn’t always occur, but when it did, it was very pronounced. After many tests and assumptions, a 100% solution was not found, but ensuring proper ventilation in the pipe for better combustion is crucial.
Other Interesting Notes:
Welding defects like lack of fusion, porosity, deep pores, root concavity, and other defects on any metal can be fixed using this method. Personally tested, but it does require skill!
For proper torch operation, the nozzle’s exit channel diameter should match the mixing chamber channel diameter, while the injector channel diameter should be three times smaller.
G2 and G3 type torches with any replaceable tip should draw air from the atmosphere through the open acetylene fitting at a rate not less than the nominal acetylene consumption at maximum oxygen pressure, as specified in the technical conditions for the specific torch model.
The nominal acetylene consumption for each torch tip, as set out in the technical specifications for the specific model, should be achieved at minimum acetylene pressure and free flame combustion with fully open valves.
Metal parts of torches should be made of brass, as it is ideal for withstanding the operational demands of gas torches.
Questions, suggestions, or comments?
Feel free to leave them in the comments section below this article. Your input is valuable, and I’m here to help you fix welding defects effectively, whether it’s lack of fusion, root concavity, or porosity.
Trenchless pipe installation: Horizontal drilling for pipeline installation and interesting nuances.
There is a technique called horizontal drilling, which is usually performed with very expensive equipment. However, this is not the only technique, and in many cases, alternatives can be found, including trenchless pipe installation.
Often, available alternatives are not offered by all contractors, but it is good to know that they exist.
Everything depends on the details of your drilling, such as the available space for the equipment, soil hardness, and other factors. All these nuances are not always apparent, so I recommend contacting several companies before making a decision.
However, it is good for the average person to be aware of the method of guided drilling within trenchless pipe installation.
It requires a smaller construction site for drilling but also a launch pit, whereas the horizontal directional drilling (HDD) method does not require a launch pit, but the equipment is larger and more expensive. The guided drilling method within trenchless pipe installation works in soils up to category 3.
Pulling pipe DN 600 with a Trenchless machine
How to reduce the costs of trenchless pipe installation
If the soil has a hardness up to category 3, costs can be reduced by using alternative, yet still professional, equipment.
We have often encountered the need to perform a drilling, for example, under a railway. When we compared price quotes from local companies using expensive equipment, we found that the prices were not satisfactory. This led to the need to seek alternative techniques for horizontal drilling.
This is what the expensive equipment looks like:
Since 2018, we have successfully collaborated with the company Mempex.by, which since 2001 has been developing various equipment for trenchless pipe installation.
Installations for high-precision horizontal straight-line auger drilling under laser system control. Installations for guided drilling in plan and profile of soil under control of localization system. Equipment for trenchless pipe replacement (sanitation by breaking the soil) both with retained and increased pipeline diameter. Auxiliary tools and devices that facilitate the work of builders and ensure safe execution of the work. Mempex has several patents on its equipment, and their approach is truly impressive. The company invents, designs, and manufactures quality equipment.
To briefly describe the drilling process, you need to dig a start pit to the drilling depth, set up formwork around the perimeter of the start pit, and then lower the UM-20 installation, which drills up to 160 mm over a length of 60 meters with a weight of only 114 kg. After that, the magic begins.
Although the installation looks much simpler compared to Scandinavian equipment, it performs the same work and costs half as much. Moreover, the drilling is guided both in plan and horizontally.
Such a technical marvel is manufactured by specialists from Belarus.
Key Component in Industrial Piping: Expertise and Experience
With over 20 years of experience in constructing various energy systems, we specialize in the installation and welding of industrial pipes. Starting my career in 2005, I encountered portable AMA rollers at different job sites. Using them myself, I realized their simplicity and high utility.
First Investment in AMA Rollers
Around 2008, we made our first purchase of these rollers for the company. At that time, it was an investment we didn’t analyze much for ROI or alternatives. We simply acquired the equipment widely used in the industry.
Expansion of AMA Products
Over recent years, AMA has expanded its product line, and we gladly continue to purchase them.
Examples of AMA Tools
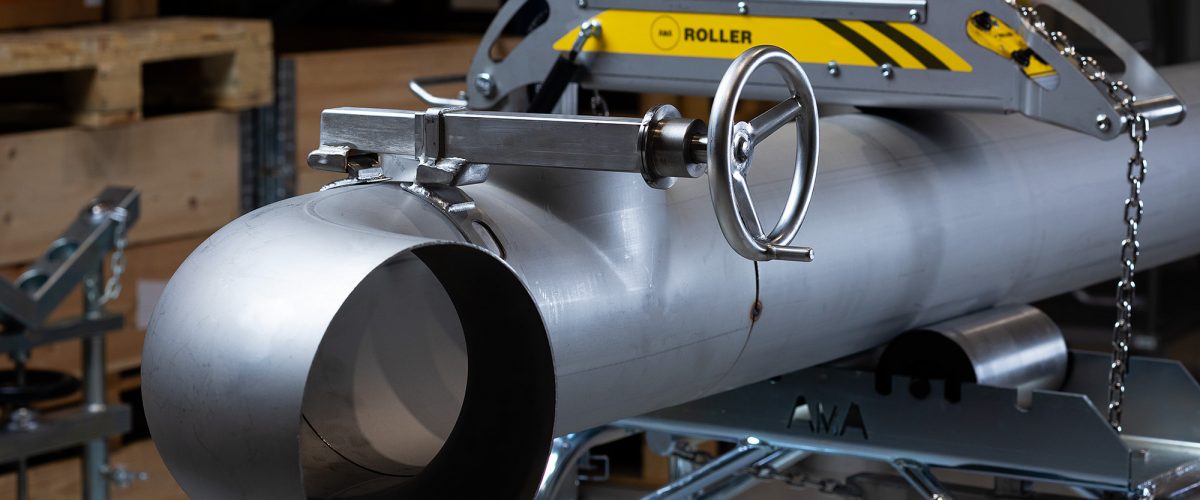
Centering Bands: These tools are straightforward, but in practice, our installers noticed that the greatest pressure occurs where the ring is cut, meaning the pressure isn’t evenly distributed. While some see this as a drawback, our team has adapted and uses this to their advantage, particularly when joining oval bends or pipes of different thicknesses.
Good shoot that shows what tools needed to pipe spools productions
AMA ROLLER® Pipe Rotators: Initially unimpressive in a catalog, seeing them in action changed our perspective. We purchased our first unit and are learning to integrate it into our processes.
Simplicity, Precision, and Durability
All tools we buy for industrial pipe assembly aim to simplify and speed up the process. AMA tools are known for their simplicity, precision, and durability, requiring minimal maintenance.
Simplicity: No explanation needed, just look at it.
Precision: Precision and repeatability are crucial and well-engineered in these tools.
ROI for pipe welding tools
Calculating exact ROI can be tricky as it varies per contractor. However, on average, I believe that in the piping sector, the payback period is 2-3 months for every €1000 invested in AMA tools.
Adaptation from the First Use
I’ve noticed that even those resistant to change quickly adapt to AMA tools. These simple yet highly effective tools are highly recommended.
How the Cooperation Between a Pipe Welding Company and a Soccer Team Started
Three years ago, by chance, I bumped into my buddy Anton Mashenistov at the ice rink. Now, Anton has been the captain of the FC NPN Silmet soccer team in my hometown ofSillamäe for a few years already. During our chat, he told me about his plans for the 2021 season to bring in new players for his futsal team, and he was confident they could win the Estonian Cup.
Believing in yourself and working hard really pays off.
I wanted to help out our team, soPipeweld.ee stepped up as a sponsor. The 2021 season turned out to be pretty active, with lots of new young talent joining from the city.
By 2022, these young players were already showing great results, and the team started closing in on the playoffs.
In 2023, they grabbed second place in the cup, which attracted a lot of interest from bigger sponsors.
In 2024, with just one foreign player, the team swept all the futsal cups and got a shot at playing in the UEFA Champions League.
Estonian Championship 23/24 GOLD
Estonian Cup 23/24 GOLD
Super Cup 23/24 GOLD
Big congrats to the team, you guys are awesome, and it’s only up from here!
Partnership Agreement for Pipe Welding during the Assembly and Installation of Bio Plants.
Since 2022, our company has signed a partnership agreement with Exergisystem, which develops modular steam plants for the process industry. Their solutions are genuinely fascinating and hold tremendous potential. The key point is that they managed to fit the components inside a container in such a way that they are quite serviceable. Most importantly, these plants operate on renewable fuel, pellets, and now the boiler is considered movable property, adding additional benefits to this solution.
What does pipe welding imply in our agreement with Exergi?
Pipe welding—this term implies the assembly and welding of metal pipes in accordance with specified standards. In our case, the primary European standard EN 13480 is used, which covers the design, material selection, pipeline installation, and documentation.
To provide the full range of these services, it is also necessary to perform Welding Procedure Qualification (WPQR) according to the ISO 15614 standard, develop a Welding Procedure Specification (WPS) by which the pipe welding process will be carried out, and, of course, the welder must be certified according to the ISO 9606-1 standard. Thus, the term pipe welding entails serious requirements.
Speed Equals Energy.
It turns out that under certain conditions, wood combustion can occur at the same rate as natural gas combustion—how about that?
Yes, exactly!
If we dry the wood to a moisture content of 2-5% and increase its density by compression during pellet formation, we significantly increase the burning rate. For steam boilers with a capacity of 2-4 megawatts, such fuel is quite sufficient to keep up with the technological process of the enterprise where such a modular boiler will be installed.
Next time, I will explain what needs to be done to achieve a combustion rate comparable to that of gas.
Pipe Welding During Integration — A Critical Part
Each connection of a new modular boiler requires the production process of the enterprise to be halted, which always results in losses for the company. Therefore, these losses need to be minimized.
The objective is always the same: reduce the integration time and have a contingency plan in case something goes wrong.
It seems simple but involves several stages:
Planning
3D scanning
Drawing production
Prefabrication and pipe welding
Quality control
Pressure testing
Relocating workforce during the integration
On-site inspection
Integration
NDT (Non-Destructive Testing)
Equipment startup
That’s a total of 11 points, plus safety protocols and a few dozen thermoses of coffee.
In general, nothing new for us—everything is familiar. But without planning, such work cannot be accomplished. Throughout my career, I have carried out over 50 integrations, from small to large diameter pipelines. I want to say that my personal attitude towards each of them has not changed—this is serious work with significant risks at stake.
The Bioenergy partnership between Pipeweld.ee and Exergi System brings together two companies that offer their customers high-quality services in the piping and pressure vessels industry, as well as energy conversion solutions.
Pipeweld.ee specializes in coded welding and pressure vessels for various industries, while Exergi System offers complete solutions to help their customers convert from fossil energy to renewable energy. Exergi System’s prefabricated modular system for steam production with dry biofuels is an innovative solution that has proven to be effective for their customers. These modular bioenergy plants can be adapted to meet specific customer needs. In addition to providing sustainable energy solutions, Exergi System is also an expert in optimizing energy processes. Their turnkey contractor approach means they always provide a holistic view, resulting in customized solutions that help the customers optimize their production, saving them money and reducing their carbon footprint. At Exergi System, the engineers take a comprehensive approach to the energy process, seeing it as one interconnected organism. They understand that simply installing a new boiler is not enough, and that optimization of the entire system is necessary for long-term success. This dedication to coherent solutions and a sustainable future sets Exergi System apart in the industry.
Pipeweld.ee’s Expertise in Coded Welding and Exergi System’s Knowledge in Bioenergy Modular Systems Production: A Valuable Partnership for Sustainable Energy Solutions
Pipeweld.ee’s expertise in coded welding, and Exergi System’s knowledge in bioenergy systems make them a valuable and innovative partner for those looking to convert to renewable energy. Together, they offer an individual approach to each project, flexibility, and years of experience, making them an excellent choice for those in need of piping and pressure vessel services, as well as energy conversion solutions. They provide professional services throughout Scandinavia, delivering high quality results, on time and on budget. In conclusion, the partnership between Pipeweld.ee and Exergi System is a powerful collaboration that brings together expertise in both piping and energy solutions. They are a one-stop-shop for all your energy needs.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.Ok












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}